Facilities and Expertise to Provide Your Mini Mill Services
RENO Refractories, Inc. is uniquely positioned to provide value to the Mini Mill steel industry. Our refractory experts have diverse backgrounds in refractory applications and mini mill steel operations, and as a team, we can evaluate all aspects of your operation and recommend the safest, most cost effective refractory systems available. Our product offering spans conventional bonding systems up to and including RENO Refractories, Inc. Nano-Bond systems, both sol gel and our novel Electro™ technology. Our newest developments provide the highest performing refractory systems available. We specialize in unique offerings such as cement free sol gel bonded gunite, and cement free precast technology. Let our experts work with you to develop a world class refractory program.
We practice innovative thinking and offer advanced refractory technologies that are developed in Morris, AL, USA. Reliance on offshore refractory can be costly with the addition of tariffs and shipping fees. Dependence on importing these goods can be unreliable. Reno Refractories, Inc. manufactures all of their products in Morris, AL. Our customers are always invited to visit us and learn how our products are manufactured and our innovative technologies are crafted.
Electric Arc Furnace
A significant part of the maintenance expenses of the Electric Arc Furnace is related to the water-cooled panels that line the furnace’s interior—leaks caused by arcing to the panels and thermal fatigue caused by leaks cause disruption of operations. The energy losses are also a prohibitive cost. Reno Refractories, Inc. has developed unique materials to line the panels’ surfaces, significantly reducing energy losses and arcing to the panels.
WATER PANEL COVERINGS
Reno NC 908 for the roof panels.
PRECAST FURNACE RUNNERS
Reno Cast 8510 CR or Reno Cast 6020 CR. The non-toxic chrome containing castables have exceptional corrosion resistance to iron oxide slags.
DELTAS
Reno Cast 70 TSR and Reno Cast 85 TSR represent a standard in refractory materials designed to withstand extreme thermal conditions. The term “TSR” in their nomenclature refers to their exceptional Thermal Shock Resistance, which sets them apart in delta applications.

PRECAST SLAG WINDOW PORT
The port opening is exposed to extremely hot iron oxide vapors. These vapors convert alumina-silicates into ferro-silicon, which expands when new crystals are formed. The high magnesium oxide in Reno Mag Cast 92 is not affected by these vapors.
SLAG ROLLS
Precast rolls can be fabricated using Reno Cast 8510 CR. This alumina chrome ore product displays excellent thermal cycling behavior, and good steel slag corrosion when exposed intermittently. Reno Mag Cast 757 CR for more corrosion resistance if needed.
CONSTEEL COVERS
With continuous melting furnaces that employ the heat energy drafted from the furnace over the steel scrap, the vibratory feeder units are designed with covered hoods. Normal steel scrap generates excess iron oxides that penetrate the refractory surfaces and reduces service performance and life. Some furnace operations will use the lower cost “shavings and borings” from machining operations to lower their steel scrap costs. These borings and shaving are contaminated with cutting oils that ignite in the hot gas environment and the flames from the burning of the oils torch the inside of the covered hoods. The flame impingement and excess heat coupled with the porosity in most refractory products drive the iron oxide laden gasses deep into the structure and shorten the performance life of the refractory products used.
Reno Refractories, Inc. addresses these problems with our gunned insulation product, Reno GN 25 LW, coupled with our Reno ElectroCast™ 386-C, and a surface treatment of Reno Coat It AL.
If the borings and shavings are not used Reno ASAP Cast 60 LC can be used.
Sparkbox
SPARK BOX AND GAS OFF-TAKE
Cover the hot face with Reno NC Gun 85 for the first 50% of the length of the duct, for the remaining 50% of the duct and the spark box, use Reno NC Gun 70. We also offer Reno Jet Cast NC 85 or Reno Jet Cast NC 70 which can be used when very large quantities are required for major repairs. Reno Cast 85 TSR and Reno Cast 70 TSR for anti-shock precast blocks.
Ladle Linings
Ladle Linings
- Ladle Well Blocks: Reno Mag Cast 757 CR or Reno Mag Cast 6020 CR Patch Material: Reno Mag Patch 92
- Ladle Precast Bottoms: Reno ElectroCast™ 386-C or Reno Cast 85 TSR
- Ladle Safety Linings: Reno Cast 85 TSR or Reno Backfill 86
- Ladle Safety Covers: Reno Regen Cast LI or Reno Cast 40 TSR
- Ladle LMF Deltas: Reno Cast 70 TSR
- Ladle Preheat Walls: Reno NC Gun 70
Reheat Furnace
- Reheat Furnace Sub-hearths: Reno ASAP Pump 50 LC
- Reheat Furnace Hearths: Reno ElectroCast™ 3SB or Reno ElectroPump™ 370
- Reheat Furnace Skid Blocks: Reno Cast 98 TSR-NS
- Reheat Furnace Side Walls: Reno ASAP Lite 35 or Reno Jet Cast 66
- Reheat Furnace Roof: Reno Cast 65 XCLC or Reno Cast 65 LC
LADLE WELL BLOCKS
Ladle Well Blocks must last in accordance with a balanced refractory life according to the bottom, walls, and slag line changes. Precast shapes can be made with Reno Mag Cast 757 CR, or Reno Mag Cast 6020 CR, both magnesia chromite compositions.
Reno Mag Patch 92 can be used as a patch material.
PRECAST LADLE BOTTOMS
With the new ElectroCast™ Technology, more life can be achieved due to its superior mineral synthetization, bonding strength, and resistance to high-pressure erosion. Cast with Reno ElectroCast™ 386-C and include an impact pad made with Reno Cast 85 TSR.

LADLE SAFETY LININGS
Safety linings must tolerate multiple campaigns of hot face brick repairs and replacements. Mullite minerals do not perform as well as bauxite compositions in these applications as sometimes the dolomite brick may be missed, and molten steel touches the safety lining. Reno ElectroCast™ 386-C can tolerate thermal cycling and very high temperatures. For a dry vibe practice, please use our Reno Backfill 86.
BRICK RETAINER RINGS
RENO’s Precast shapes manufactured with our RENO Guard Technology are recommended. This concept uses a high concentration of steel fibers and a refractory slurry. These retainer rings can tolerate extreme abuse from de-scale equipment and thermal shock conditions to keep the brick linings tight and under compression.
LADLE COVERS
These covers are cast with Reno Cast 40 TSR or Reno Regen Cast LI and SS fibers for better resistance to mechanical abuse. Robust internal steel reinforcement and the removal of the traditional steel skin allows heat to vent through the cover and last longer. Higher thermal flows reduce skin corrosion under and next to the bath. 
LADLE LMF DELTAS
Lower severity application, infrequent replacement; Reno Cast 70 TSR is a good choice.
LADLE PREHEAT WALLS
These walls must endure countless heating and cooling cycles. Reno NC Gun 70 with SS fibers can take years of abuse without damage. Reno NC Gun 70 is a pure mullite, no cement, sol-gel technology that is thermally stable and can withstand more heating and cooling cycles than traditional gunned or cast products.
Reheat Furnace
REHEAT FURNACE SUBHEARTHS
Reno ASAP Pump 50 LC offers a low cement material stability’s and high strength advantages, suitable for pumping and casting into place to form a robust and monolithic surface.
REHEAT FURNACE HEARTHS
Reheat furnace hearths often use High Alumina Fused Blocks arranged in rows with an economical castable in between. These blocks must be inventoried and secured at a high cost. Reno ElectroCast™ 3SB provides performance similar to electro-fused blocks, with solid bond strengths and low permeability.
The unique combination prevents mill scales from sticking to blocks and castable materials like Reno ElectroPump™ 370 placed strategically. Quick turnaround time and durable hearths contribute in higher quality steel production at a lower cost.
REHEAT FURNACE SKID BLOCKS
Reno Cast 98 TSR-NS, a high alumina material for precast blocks, is designed to resist steel scale attack and degradation.
REHEAT FURNACE SIDE WALLS
Insulate with Reno ASAP Lite 35, then shotcrete the hot face with Reno Jet Cast 66. This system provides a thermally efficient lining with repaid installation, requiring minimal labor.
REHEAT FURNACE ROOF
Reno Cast 65 XCLC, cast with boom crane and concrete hopper or pump cast with Reno Cast 65 LC. These can be mixed and pumped outside the building to reduce dust within the furnace area.

Tundish Linings
TUNDISH SAFETY LININGS
For less than 24 heats per sequence, Reno ElectroCast™ 370 castable offers enhanced thermal shock resistance, ideal for safety tundish box linings. For equal to or more than 24 heats per sequence, use Reno ElectroCast™ 370 for lower walls and Reno Cast 8510 CR for the top 14″ of the tundish in extended campaigns.
SAFETY LINING COATING
Reno Mag Seal protects the safety lining surface from gases, fluxes, slags, and abrasion.

TUNDISH WORKING LININGS
Reno Electro™ Shell Coat on the steel + Reno ElectroCast™ 386-C + coat before each campaign with Reno Mag Seal or Reno ElectroCoat™ SP. Plants that run extended campaigns (typically over 20 heats) use Reno Cast 8510 CR in the slag line.
TUNDISH INTERIORS
Apply Reno ElectroCoat™ SP as a thin layer on cleaned hot-face surfaces through brushing or spraying. This coating, containing pure alumina and magnesia spinel minerals, is a natural maintenance surface for the hot face. An alternative is our Reno Mag Seal for a lower-cost option.
TUNDISH IMPACT PAD/WEIR/DAM
This application is a case-by-case scenario. If the mill employs a pad with walls we suggest our Reno Cast 65 XCLC. If the steel is duplexed charged into the tundish on either end or the impact pad receives the brunt force trauma of direct stream impact, then we suggest our Reno Mag Cast 91 P.
PRECAST TUNDISH COVERS
Reno manufactures tundish covers with a proprietary system of reinforced refractory, ensuring stability, durability, and longevity. The precast covers are crafted using Reno Cast 70 TSR with steel fibers and Reno ElectroCast™ 386-C.
TUNDISH MAINTENANCE
Reno Plastic 85 P patches tundish walls and floors and is suitable for general patching. Reno PL 349 CRM, fortified with alumina-chrome oxide, is recommended for tundish slag line repair. Reno MO Super 3 is a super-duty air set mortar for general brick mortar, including safety linings.
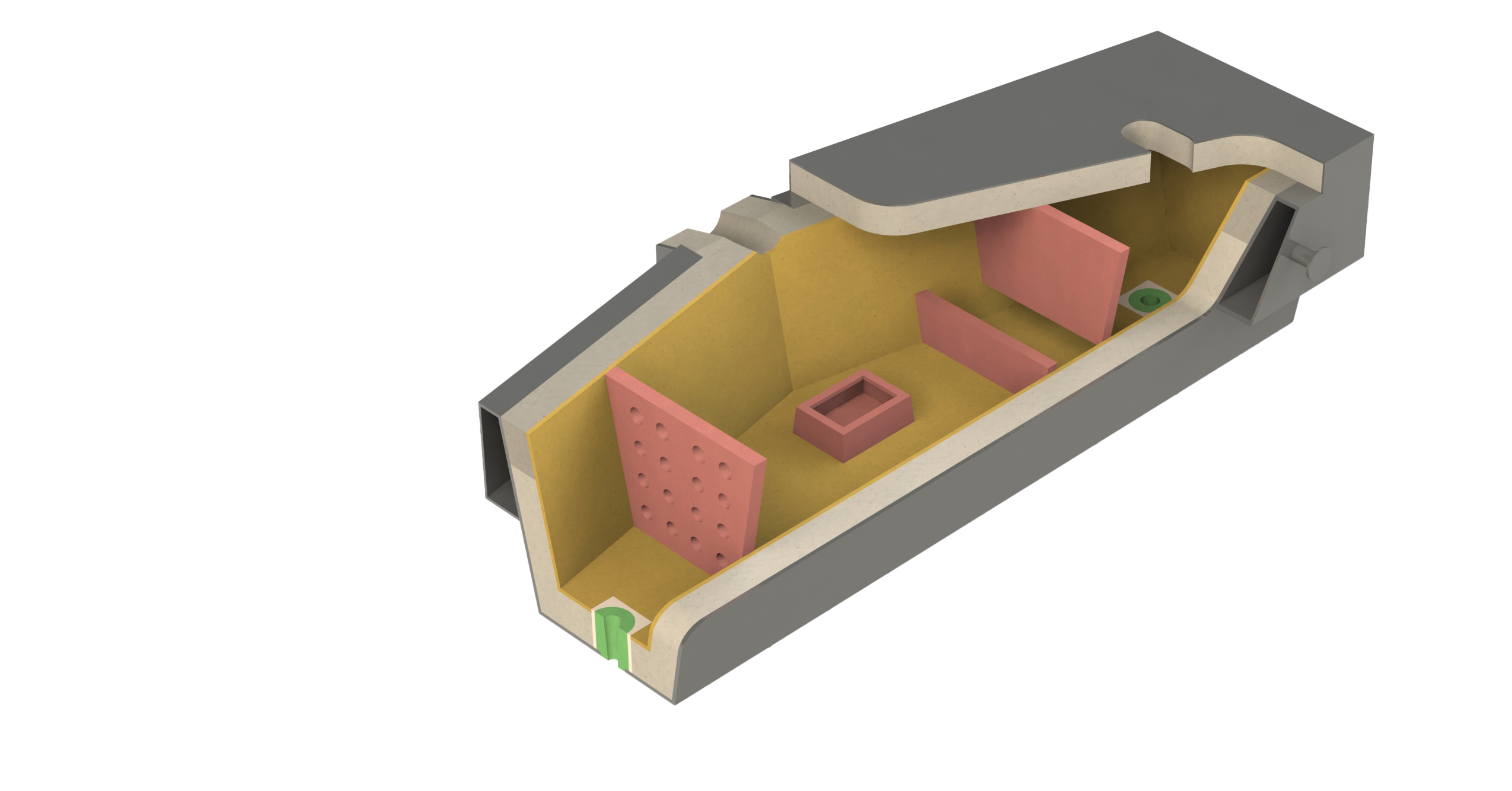
Tundish Covers
Working Lining
RENO Electro™ Shell Coat on the steel + RENO ElectroCast™ 386-C + coat before each campaign with RENO Mag Seal, or RENO ElectroCoat™ SP Extended Campaigns: RENO Cast 8510 CR
Upper Backup Lining
Lower Backup Lining
Safety Lining Coating
Well Block (RAM)
Impact Pad / Weir / Dam
Interior Coating
Miscellaneous Linings
Vacuum De-Gas Hoods
- Reno Mag Cast 757 CR (Cast installations)
- Reno Mag Gun 826 CR (Gun installations)
Slag Pot Protection
Reno Electro Coatings and Maintenance Products
VACUUM DE-GAS HOODS
These hoods can experience splashed metal and slag during the alloying process. We recommend Reno Mag Cast 757 CR for cast installations or Reno Mag Gun 826 CR for gun installations.
SLAG POT PROTECTION
Reno BlakIce #2 is our cost-effective spray-on solution. This silica and carbon refractory paint effectively seals surfaces, preventing slag adherence to cast iron pots. It is also suitable for applications like Ladle Lips and LMF Hoods.
Reno Coatings and Maintenance Products

Reno Electro™ Shell Coat is a product that employs radiation heat wave deflection and bending characteristics.
In many ladles, the design company does not provide enough space for the refractory to perform at its highest potential. Many ladles are simply too thin-walled and are configured in 2.5” to 4.5” thicknesses. Reno Electro™ Shell Coat, reduces the steel shell temperatures to help reduce ovality and flexing due to soft hot-steel shells.
Mini Mills Products and Applications
| Application | Product |
|---|---|
| ELECTRIC ARC FURNACE | |
| Water Panel Coverings | RENO NC 908 |
| Precast Furnace Runners | RENO Cast 8510 CR |
| RENO Cast 6020 CR | |
| Deltas | RENO Cast 70 TSR |
| RENO Cast 85 TSR | |
| Precast Slag Window Port | RENO Mag Cast 92 |
| Slag Rolls | RENO Cast 8510 CR |
| RENO Mag Cast 757 CR | |
| Consteel Covers | RENO GN 25 LW |
| RENO ElectroCast™ 386-C | |
| RENO Coat It AL | |
| RENO ASAP Cast 60 LC | |
| SPARKBOX & GAS OFF-TAKE | RENO NC Gun 85 for the first 50% of the length of the duct, then RENO NC Gun 70 for the remaining 50% and sparkbox. |
| RENO Jet Cast NC 85 | |
| RENO Jet Cast NC 70 | |
| Precast Shapes | RENO Cast 85 TSR |
| RENO Cast 70 TSR | |
| LADLE LININGS | |
| Ladle Well Blocks | RENO Mag Cast 757 CR |
| RENO Mag Cast 6020 CR | |
| Patch material: RENO Mag Patch 92 | |
| Precast Ladle Bottoms | RENO ElectroCast™ 386-C |
| RENO Cast 85 TSR | |
| Ladle Safety Linings | RENO Cast 85 TSR |
| Reno Backfill 86 | |
| Ladle Covers | RENO Regen Cast LI and SS Fibers |
| RENO Cast 40 TSR | |
| Ladle LMF Deltas | RENO Cast 70 TSR |
| Ladle Preheat Walls | RENO NC Gun 70 with SS Fibers |
| REHEAT FURNACE | |
| Reheat Furnace Subhearths | RENO ASAP Pump 50 LC |
| Reheat Furnace Hearths | RENO ElectroCast™ 3SB |
| RENO ElectroPump™ 370 | |
| Reheat Furnace Skid Blocks | Reno Cast 98 TSR-NS |
| Reheat Furnace Side Walls | RENO ASAP Lite 35 |
| RENO Jet Cast 66 | |
| Reheat Furnace Roof | RENO Cast 65 XCLC |
| RENO Cast 65 LC | |
| TUNDISH LININGS | |
| Tundish Safety Linings (less than 24 heats): | RENO ElectroCast™ 370 |
| Tundish Safety Linings (more than 24 heats): | Lower Walls: RENO ElectroCast™ 370 |
| Upper Walls: RENO Cast 8510 CR for top 14" | |
| Tundish Safety Lining Coating | RENO Mag Seal |
| Tundish Working Linings | RENO Electro™ Shell Coat on the steel + RENO ElectroCast™ 386-C + coat before each campaign with RENO Mag Seal, or RENO ElectroCoat™ SP |
| RENO Cast 8510 CR | |
| Tundish Interiors | RENO ElectroCoat™ SP |
| RENO Mag Seal | |
| Tundish Impact Pad/Weir/Dam | RENO Cast 65 XCLC |
| RENO Mag Cast 91 P | |
| Precast Tundish Covers | RENO Cast 70 TSR |
| RENO ElectroCast™ 386-C with added SS Fibers | |
| Tundish Maintenance | RENO Plastic 85 P |
| RENO PL 349 CRM | |
| RENO MO Super 3 | |
| MISCELLANEOUS LININGS | |
| Vacuum De-gas Hoods | RENO Mag Cast 757 CR |
| RENO Mag Gun 826 CR | |
| Slag Pot Protection | RENO BlakIce #2 |
| RENO COATINGS & MAINTENANCE PRODUCTS | RENO Electro™ Shell Coat |