RENO’s Precast Group consists of seasoned professional staff members with over 100 years of combined experience in making and supplying precast refractories for various industries. RENO has in-house SolidWorks 3D part and system design modeling and 3D printing to facilitate the engineering required for the most demanding applications. RENO’s recordkeeping includes process flow tracking from raw materials, through casting and bake out to insure stringent Quality Control procedures are followed.
Why Precast?
Shapes Made by Trained Craftsmen in a Controlled Environment
Our craftsmen all have extensive training in the science of properly weighing, mixing, casting, curing and baking refractory. All of this takes place in a controlled environment where things like liquid addition and mix time are tightly monitored. We do this day in and day out. Our craftsmen aren’t hanging fiber one day, then welding the next before cleaning up the mixer to field cast a material. Our craftsmen cast refractories and they are experts.
Better Physical Properties Than What Can Be Achieved in the Field
In the field, things like temperature, humidity, mixer type and placement method all determine the strength of your final product. In our precast facility, we take away all of the unknowns; as well as have the ability to cast with less liquid than required in the field. This results in a higher density, lower permeability and lower porosity shape that is physically superior
Your Refractory is Already Fully Baked Out
We have the ability to bakeout any shape or vessel. We have three bakeout ovens and seven portable bakeout units for ladles, ductwork, pots and vessels. We can bakeout shapes from 750F up to ultra-high fired at 2500F, and anything in between. Why deal with the headache of bakeouts or fear an explosion when you can have it arrive already complete.
Consumable Shapes are Easy to Inventory
Since the shapes are already baked out and shrink wrapped, you can store them just about anywhere. With castables, mortars, rams, etc., they must stay dry and warm. Not the case with precast shapes. Simply put them wherever you have room, cover with a tarp and forget about them until they are needed.
Zone Problem Areas to Save on Your Refractory Budget
Why cast an entire area with an expensive SiC or MgO material when a small impact zone is all that is needed? We can cast multi-component shapes and linings to zone for your high wear areas resulting in longer life and reduced downtime.
Faster and Easier
In the field you need more people, molds, equipment, and bakeout equipment. With precast, it can be as easy as plug and play. Remove or demo the old shape and install a new one in its place. Reduce your outage for consumable items from days down to just hours.
All precast parts can be baked out in any one of our three ovens with temperature capabilities of 800 to 2000℉. Portable units also provide versatility to bake out large vessels or ladles up to 2,500℉ with recording. RENO’s recordkeeping includes process flow tracking from raw materials, through casting and bake out to insure stringent Quality Control procedures are followed. Contact RENO Refractories for your next precast requirement.
Precast VS Cast-In-Place Strength
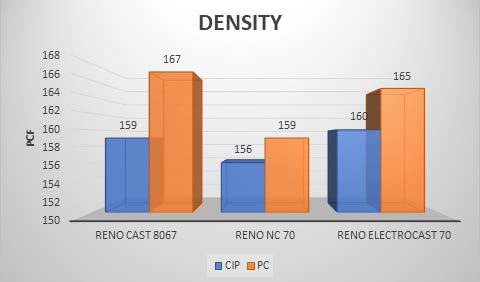
Density
Density is measured in pounds per cubic foot (pcf). This is the amount of material required to fill a 1’ x 1’ x 1’ cube. Precast shows a 2% to 5% increase in density. This equates to a physically stronger product. The density also correlates with porosity. As density goes up, porosity goes down. The inverse of this is also true.
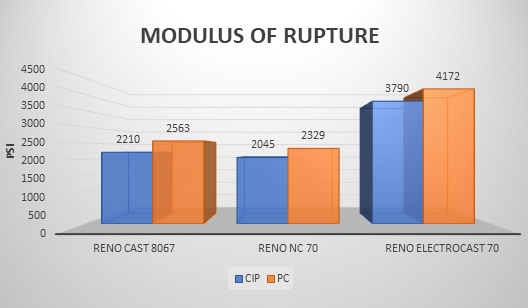
Modulus of Rupture
MOR is measured in pounds per square inch of pressure (psi). This test measures how much pressure it takes to break a test bar of the subject material. Precast shows a 10% to 16% increase in MOR over CIP. This higher result equates to a stronger product, especially with mechanical forces.

Cold Crushing Strength
CCS is measured in pounds per square inch of pressure (psi). This test measured how many pound of force it takes to crush a sample of the subject material. The higher result equates to a stronger product. Precast has a 9% to 12% advantage over CIP.
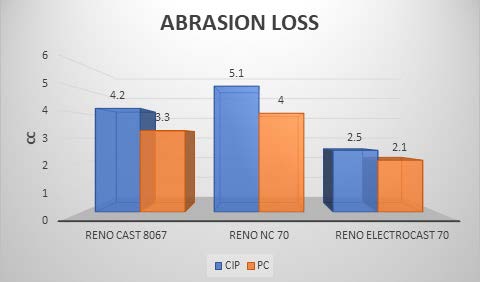
Abrasion Loss
Abrasion loss is measured in cubic centimeters (CC). This test starts out with a cube of the test material that is weighed, then sandblasted and weighed again. The amount of loss measured is the result shown for the test. A lower number is desired as it will be better with abrasion such as molten metal flow. Precast has a 16% to 22% advantage over CIP as all samples show less loss.
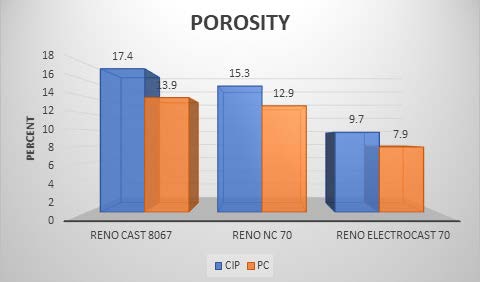
Porosity
Porosity is measured as a percentage of the weight of the sample. The more porous a material, the faster it will erode away as well as incur damage from mechanical forces. In the head to head tests, precast has 16% to 21% less porosity than CIP resulting in a better finished product.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}