PRECAST SOLUTIONS CAPABILITIES
RENO’s Precast Group comprises seasoned professionals with experience making and supplying precast refractories for various industries. RENO has in-house SolidWorks 3D part and system design modeling and 3D printing to facilitate the engineering required for the most demanding applications. RENO’s recordkeeping includes process flow tracking from raw materials through casting and bakeout to ensure stringent Quality Control procedures are followed.
Shapes Made By Trained Craftsmen In A Controlled Environment
Our craftsmen cast refractories, and they are experts. Our craftsmen all have extensive training in the science of properly weighing, mixing, casting, curing, and baking refractory. All this occurs in a controlled environment here liquid addition and mix time are tightly monitored. We do this day in and day out.
Better Physical Properties Than What Can Be Achieved In The Field
In the field, things like temperature, humidity, mixer type, and placement method all determine the strength of your final product…
In our precast facility, we take away the unknowns, as well as have the ability to cast with less liquid than required in the field. This results in a higher density, lower permeability, and lower porosity shape that is physically superior.
Your Refractory Is Already Fully Baked Out
We can bakeout any shape or vessel. We have three bakeout ovens and seven portable bakeout units for ladles, ductwork, pots, and vessels. We can bakeout shapes from 750°F up to ultra-high fired at 2500°F, and anything in between. Why deal with the headache of bakeouts or fear of an explosion when you can have it arrive already complete?

Consumable Shapes Are Easy To Inventory
Since the shapes are already baked out and shrink-wrapped, you can store them anywhere. Castables, mortars, and rams must stay dry and warm; that is not the case with precast shapes. Put them wherever you have room, cover them with a tarp, and forget about them until needed.

Target Problem Areas To Save On Your Refractory Budget
Why cast an entire area with an expensive SiC or MgO material when a small impact zone is all that is needed? We can cast multicomponent shapes and linings to zone for your high-wear areas resulting in longer life and reduced downtime.
Faster And Easier
Casting in the field requires more people, molds, and bakeout equipment. With precast, it can be as easy as plug and play. Remove or demo the old shape and install a new one. Reduce your outage for consumable items from days down to hours.
PRECAST SHAPES PROPERTIES
MODULUS OF RUPTURE
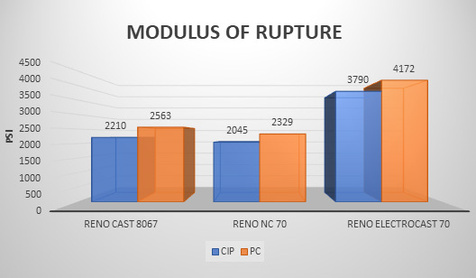
Modulus of Rupture (MOR) is measured in pounds per square inch of pressure (psi). This test measures how much force it takes to break a test bar of the subject material. Precast shows a 10% to 16% increase in MOR over CIP. This higher result equates to a stronger product, especially with mechanical forces.
COLD CRUSHING STRENGTH
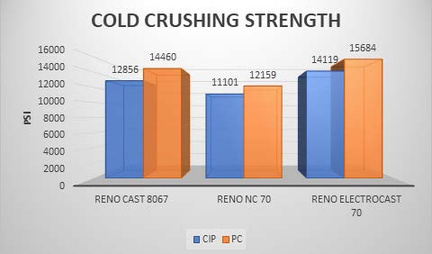
Cold Crushing Strength (CCS) is in pounds per square inch of pressure (psi). This test measures how many pounds of force it takes to crush a sample of the subject material. Precast has a 9% to 12% advantage over CIP in CCS.
The higher CCS value equates to a stronger product.
ABRASION LOSS

Abrasion loss is measured in cubic centimeters (CC). This test starts with weighing a cube of the test material, then sandblasting and weighing again. The amount of loss measured is the result shown for the test. A lower number will be better with abrasive actors such as molten metal flow.
Precast has a 16% to 22% advantage over CIP in abrasion less in CC.
RENO covers everything from demolition services, custom fabrication, steel repairs, anchoring layout, and design to refractory lining. Contact RENO for your next precast shape.
STEEL HOOD LINING
Consteel Hood Linings
These vessels cover a water-cooled charging system that lasts about 30 days with competitive refractory linings. We recommended the correct anchor patterns, expansion joint materials, insulation, hot face refractory, and a surface sealant that adds to the performance life. We got 14 months out of the first hood and now average ~12 months of performance life.

Back-Up Lining
RENO GN 25 LW– offers a thermally efficient lining, as a backup or working lining, by reducing heat loss and heat storage. It guns well and has little rebound. The insulation helps keep the steel shell cooler and has less expansion, which reduces cracking as the anchors are attached to the steel. The movement of the steel causes movement of the interior. It also reduces the temperature differentials between the hot surface and the cooler interface layers. The reduced temperature differential helps to reduce the peaks and valleys of temperature swings and further reduces cracking during down day cycling.
Working Lining
RENO NC 85– is a high alumina, lower silica refractory mineral composition that resists iron oxide contact. The no-cement sol-gel binder provides a smaller pore opening to slow vapor infiltrations. The surrounding grain boundaries enveloped by the nanosized colloids make for a non-rigid bond structure versus a crystalline cement bonded structure. This aids significantly in thermal shock environments as it affects the modulus of elasticity and temperature fluctuational stress relief.

Surface Treatment
Coat It AL– is a protective surface treatment/coating for refractory or metal. The coating seals refractory for protection from gases, fluxes, slags, and abrasion. A layer of COAT IT AL on the low-carbon steel shell of an iron ladle will prevent carbon exchange between molten iron and the steel shell should contact occur. This material also has some insulating value; it reflects the radiation and helps keep the surfaces cooler.
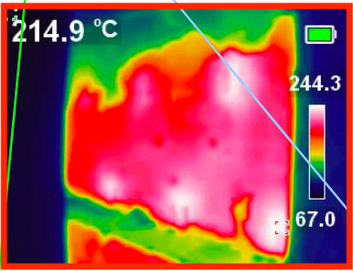
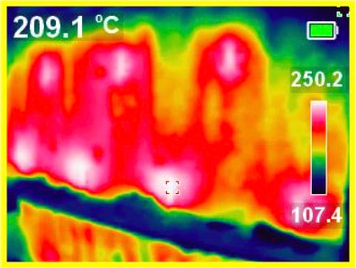
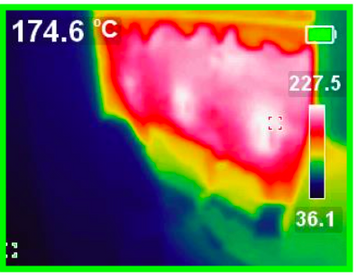
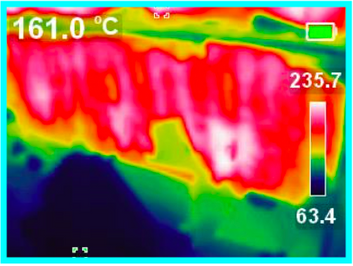
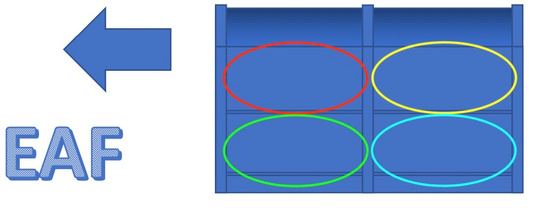
Layout of Hood Indicating Spot of Thermal Imaging
The thermal imaging above shows the temperatures of the cold face of the shell closest to the Electric Arc Furnace. The thermal imaging temperature scale includes the highest recorded temperature. The temperatures recorded are well within the designated range (Max Temp. 250°C/482°F), and the system is running better than ever. The campaign has been running for four months now, compared to the previous campaign’s life of 30 days. This hood shows the outstanding thermal properties that RENO linings offer.
Foundry – Reno ElectroSil 1.0 Update
Foundries are experiencing immense improvement in furnace life due to RENO’s ElectroSil 1.0. To showcase this product, we highlight a foundry currently running this in both of their 6-ton furnaces. This material was installed in late November of 2022. As of early February (12.5 weeks after installation), the lining was still healthy and exceeding expectations.

Reno ElectroSil 1.0 furnace lining after 12.5 weeks in service
The lining installation proved to have very little dust and now requires minimal repairs during its campaign. Since then, the lining has been replaced with more ElectroSil 1.0 and is running to its full capability. This foundry averages 2.5-3 million pounds of iron for each campaign.
The initial lining ran over 3.1 million pounds of ductile iron in its first campaign.
This foundry is now on week 7 of their new furnace linings, and they are thrilled with how their furnace is running.
RENO Quarterly Record
RENO strives daily to produce the highest quality refractory product for every customer need.
In our efforts to do that, we have set a new quarterly record in sales and production!
This achievement comes at the cost of dedication and excellence from every RENO employee. This accomplishment is a small step toward expanding our daily service. We continue to push our abilities to the limit and thank our customers for everything we have partnered to achieve this quarter.