To Partners of Reno…
The entire nation faces rising costs of all different kinds. The most significant to us is the rising cost of raw materials from suppliers. Rising fuel and transportation costs coupled with that make it challenging to receive materials at a low price. Reno is taking steps to ensure we offer competitive pricing without sacrificing quality. With all the barriers to success, Reno continues to provide quality refractories to supply our customers.
We Thank You and Look Forward to Another Successful Year!
Hydrocarbon & Chemical Processing Industry
RENO is excited to launch our revolutionary refractory technology in the Hydrocarbon and chemical processing industry. Our new product line includes innovative solutions to all areas of this industry, including:
- Sulfur Recovery (SRU)
- Fluid Catalytic Cracking Unit (FCCU)
- CO Boiler
- Carbon Black Reactors
- Gasification
- Fired Heaters
- Coke Calcining
RENO ElectroSil 1.0
Reno remains one of the few refractory manufacturers to create not only new products but new technology. ElectroCast™ refractories are a technological advancement that was taken a step further with our Electro technology. Electrochemical dry vibration refractories use an electrical charge reduce porosity and increase performance. Newly discovered raw materials incorporate nano-pore technology created by the electric charge. This charge allows for controlled reactivity with additives and engineered expansion characteristics. In traditional vibratable refractories, static charges are generated during vibration due to piezoelectricity. These static charges produce an attractive and repulsive force (+ and -) and interferes with particle packing. This new technology neutralizes those attractive and repulsive charges to improve the compaction and bond.
This electrochemical bonding surpasses the properties of competitive silica products. The system is superior in its:
- Extremely Low Porosity
- Reduced Pore Size
- Resistance to Penetration
- Resistant to Thermal Shock
In turn, customers see:
- Better Alkali and Vapor Resistance
- Improved Corrosion Resistance
- Higher Load Capacity – Less Cracking/ Metal Penetration in Service
- Improved Abrasion Resistance
New ElectroSil aggregate proves to outperform competitive quartz due to its purity and its thermal shock resistance. ElectroSil 1.0 aggregate is 98.9% SiO2 compared to competitor’s quarts at 97.9% SiO2. The high thermal expansion of quartz causes high internal stress upon heating/cooling. The absorption of thermal stresses in the ElectroSil aggregate keeps linings from cracking when thermal cycling. Thermal stresses dissipate because of the nano-pore structure. The images on the following page illustrate the stress dissipation in comparing aggregates.
Quartz Aggregate: High Stress
ElectroSil Aggregate: Stress Dissipated
Most Silica dry refractories are based on quartz aggregate. The large quartz crystal structure strictly passes the electro-mag field without alteration in frequency. ElectroSil products use a microcrystalline material that achieves resonance when energized with electromagnetic radiation.
This phenomenon enhances energy transfer to the melt and achieves faster heat-up rates for the dry-out cycle. The dryout schedule is reduced by 30%. The customer can recognize cost savings in equipment availability.
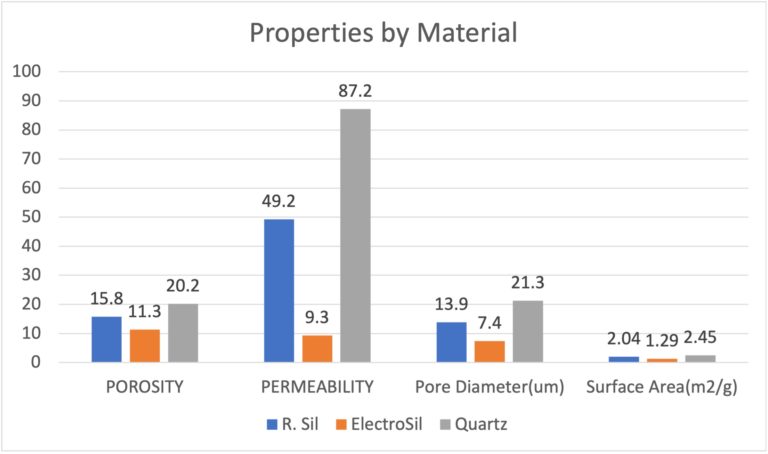
Comparison of Aggregate Properties after 1500°C/ 2732°F
Since the product is electrically charged during installations, it eliminates the free dusting behavior displayed by all competitive products. This feature provides a safer environment with a substantial ergonomic benefit for the installer.
ElectroSil 1.0 in Action
An iron casting company in Alabama put ElectroSil 1.0 to the test. This customer’s furnaces are 6-ton, medium frequency furnaces. The company runs a tap temperature of around 2700°-2760°F. Typically their furnaces last about 11-13 weeks before they need to servicing. They usually use a competitor’s refractory. They run all ductile iron with a few varieties, including high silicon (3.5%) melts.
The reduced air-borne crystalline silica is one of the essential features of this new technology. This company put the material in one of its two furnaces in late November 2022. This foundry reported that upon opening the bags, they were amazed by how little dust was present.
After sintering, the company reports that the product looked fantastic. The furnace was inspected by Reno the following week after it had been running for two weeks and still looked like new.


With these furnaces typically lasting 11-13 weeks, we hope to extend the campaign with ElectroSil 1.0. We will closely inspect the furnace linings in the next few months to examine the material quality and customer satisfaction.
ElectroCoat™ 75 SiC Can Drastically Improve Ladle Lining
Reno’s state-of-the-art ElectroCoat™ 75 SiC has been described as a “magic coating” from a local mini mill. The Electro line offers an Electro-Chemical bonding system with a nano-fluid electrolyte to provide ultimate performance. Electrocoat™ 75 SiC does this by forming a non-wetting surface with low porosity. It excels in its use in iron ladles.
It can be challenging to communicate the excellence of new technology to customers. Our salesman Butch Otwell did this successfully and received excellent feedback in the following example.
This lining was installed for a customer in a ladle for ductile base iron (untreated). The customer had never seen anything like it. They claimed it had never been so easy to remove the slag buildup on the ladle walls. After that cycle, the customer took the picture below.

The ladles were still in use and ran for a few more cycles. The customer took the picture on the right after that.
The customer is satisfied with the progress of the lining so far and will continue to keep an eye on how the ElectroCoat™ 75 SiC performs in their iron ladles.

RENO NO-Cement Magnesia Gun Mixes
RENO NC Mag Gun
Reno’s No-cement magnesite-alumina gunning product is an innovative alternative to complete system repairs. This product develops high strength at operating temperatures and ensures excellent bonding to existing linings. NC Mag Gun creates a keying effect to tighten the lining by producing high compressive strengths at operating temperature.
NC Mag Gun is high MgO (~70%) and alumina (~22%) refractory and uses colloidal silica as a binder. Reno’s NC Mag Gun is engineered to extend campaign life without having to do complete tear-out or anchoring. It effectively saves time and money using conventional gunning techniques over an existing lining.
NC Mag Gun has already been used to complete many successful repairs in cement and lime kilns over basic brick sections.

Completed Kiln Repair with NC Mag Gun
The numerous benefits include excellent resistance to alkalis, erosion, and thermal shock. NC Mag Gun should be used in lower transition, burning, and upper transition zones. NC Mag Gun can be used as veneering material directly bonding to Magspinel bricks or on bare steel with anchoring (pictured below). It is designed for use on all basic brick areas of a kiln but is not recommended for use on or near dolomitic brick due to hydration concerns.

Before NC Mag Gun Repair

After NC Mag Gun Repair
NC Mag Gun was installed as a veneering material in a Cement plant. The veneer is ~3 thick, covers 10 feet, and spans the entire diameter of the kiln. The material was gunned at the beginning of August 2022.
The plant reports that 4.5 months later, to this day, the NC Mag Gun is still in the kiln and is effectively protecting the worn-down brick in that section of the kiln. This success further exemplifies the ability of NC Mag Gun to patch brick in Cement and Lime kilns!
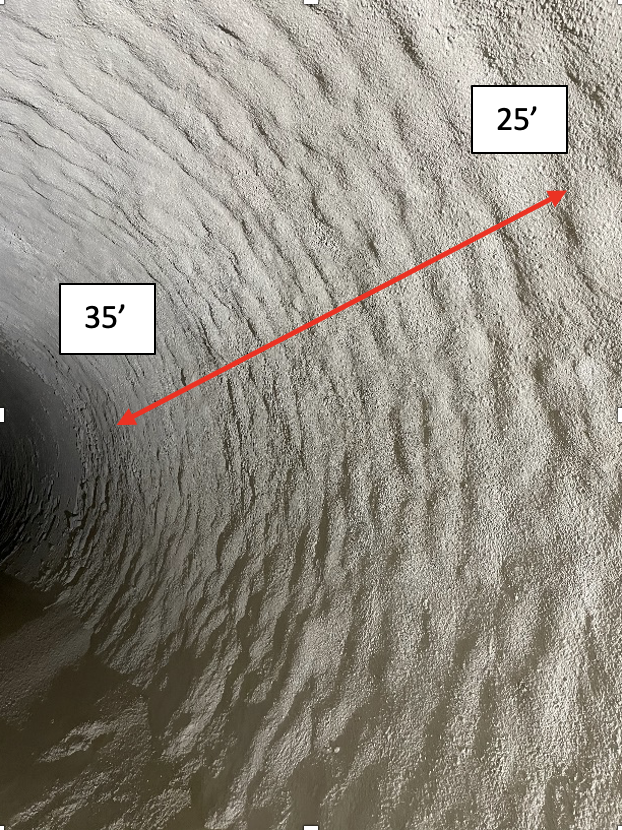
NC Mag Gun Patching 10′ of Brick in Cement Kiln
RENO No-Cement Water Based Gun Mixes
These new products introduce a silicate or phosphate-bonded mag-chrome composition. They are a no-cement gunning mix based on periclase and natural chromite. The materials have excellent thermal shock resistance and are suitable for steelmaking applications. These products are no-cement but do not use colloidal silica. Because they are silicate bonded, use water as a binder at the nozzle. This bonding system design yields higher refractoriness than cement-bonded products. Installers can use conventional gunning machines. These products can function as a veneering material in cold or hot guns. Partners of Reno are planning to install these in non- ferrous industries very soon.
High Service Temperature Castables
RENO Cast 8510 CR (3200°F)
Reno Cast 6020 CR (3200°F)
These mixes contain tabular alumina with natural iron chromite. These products resist extremely acidic and silica-rich fayalitic (2FeO·SiO2) slags. The chrome (CR) allows for higher refractoriness. Ideal for electric furnace runners and open hearth furnace regenerators.
RENO Mag Cast 92 (3100°F)
This periclase (high purity MgO) castable is resistant to basic slags—ideal for electric furnace linings, non-ferrous linings, and Cement kilns.
RENO Mag 91 P (3100°F)
This material is a phosphate-bonded periclase ideal for electric furnace runners and tundish impact pads. Because of the phosphate bond, this material is not for use in the Stainless Steel industry.
RENO Mag Cast 757 CR (3100°F)
RENO Mag Cast 6020 CR (3100°F)
Mag-chrome based on periclase and iron chromite. They are built for more aggressive conditions, and we recommend using them for electric furnace linings, non-ferrous linings, AOD and VOD vessel blocks (stainless steel),
and cement kilns.
High Service Temperature Gunning Mixes
RENO Gun 8510 CR (3200°F)
Silicate bonded chrome alumina with excellent thermal shock resistance. This gun mix is ideal for applications in steel making.
RENO Mag Gun 92 (3100°F)
Silicate bonded, high purity periclase with thermal shock resistance. Ideal for steelmaking and basic refractory applications.
RENO Mag Gun 826 CR (3200°F)
Silicate bonded mag-chrome based iron periclase and natural iron chromite. This material has excellent thermal shock resistance for basic steelmaking applications.